I made it out to the garage today and got stuck into the next step.

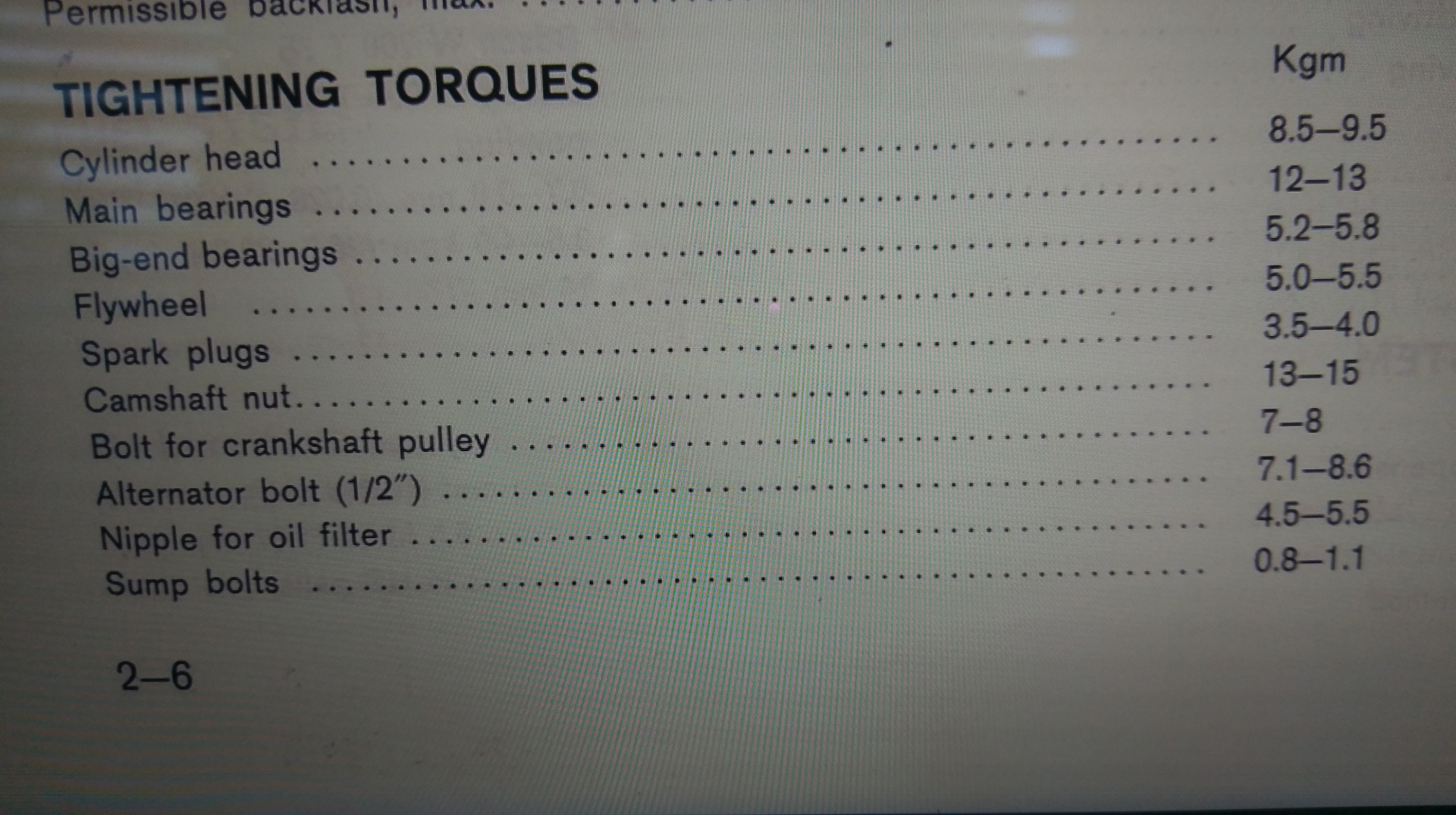
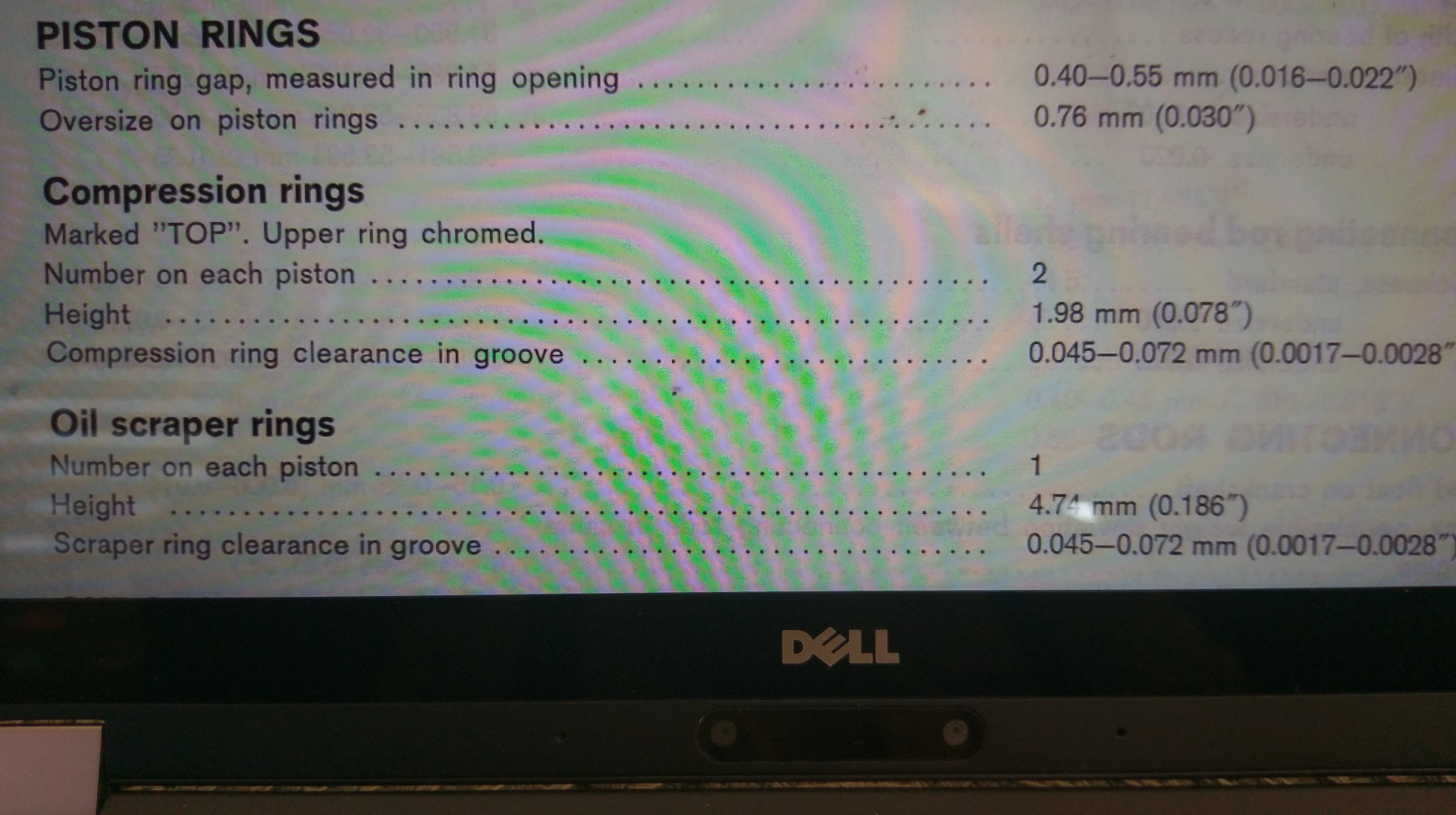
I torqued the main cap bolts. I had to take another pic from the manual.
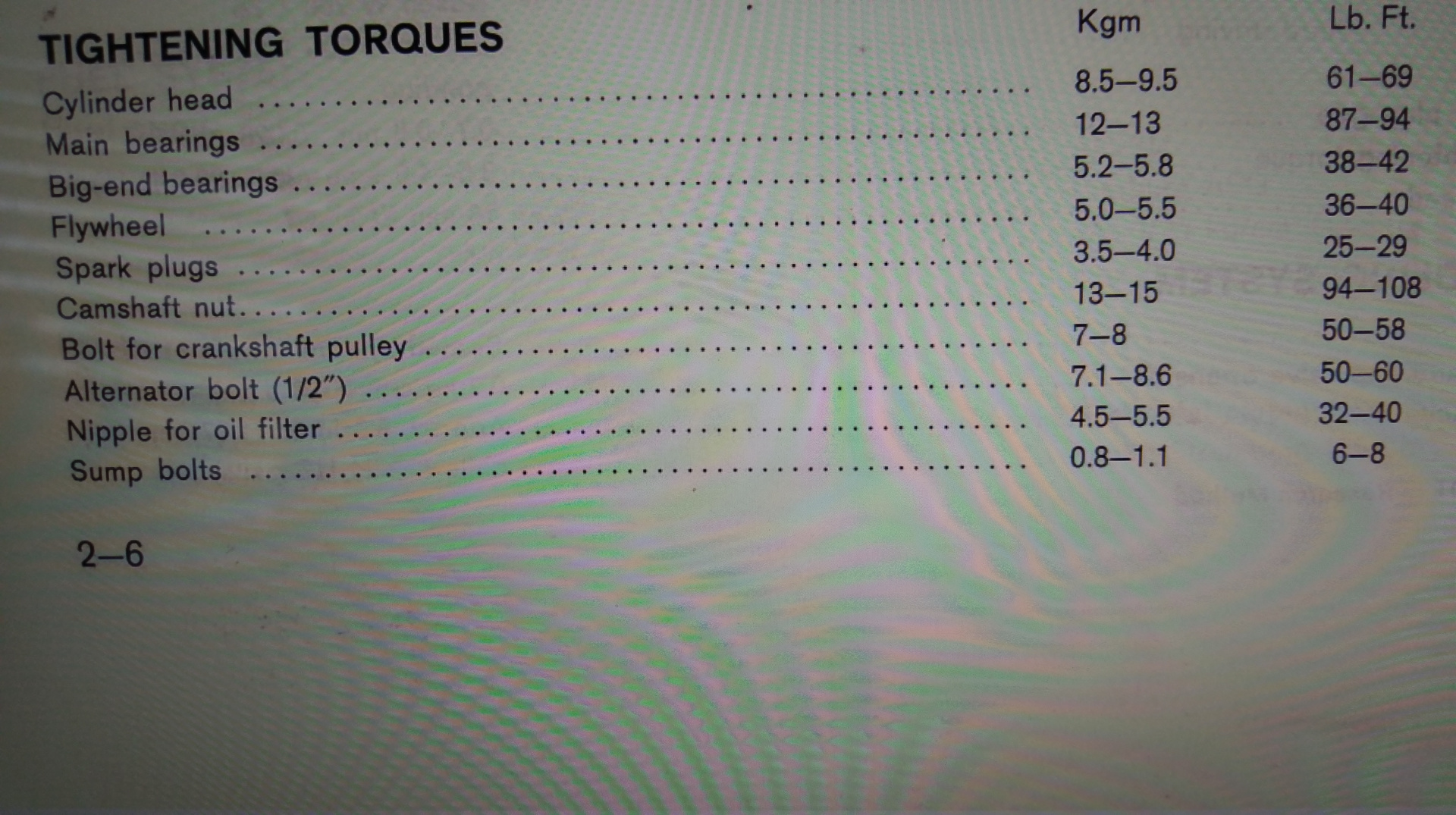
Just to lazy to convert Kgm. Not sure why there would be a range for these values so I went for the high side after first doing them all to fifty pounds. Of course remembering to oil the threads and under the heads of the bolts.

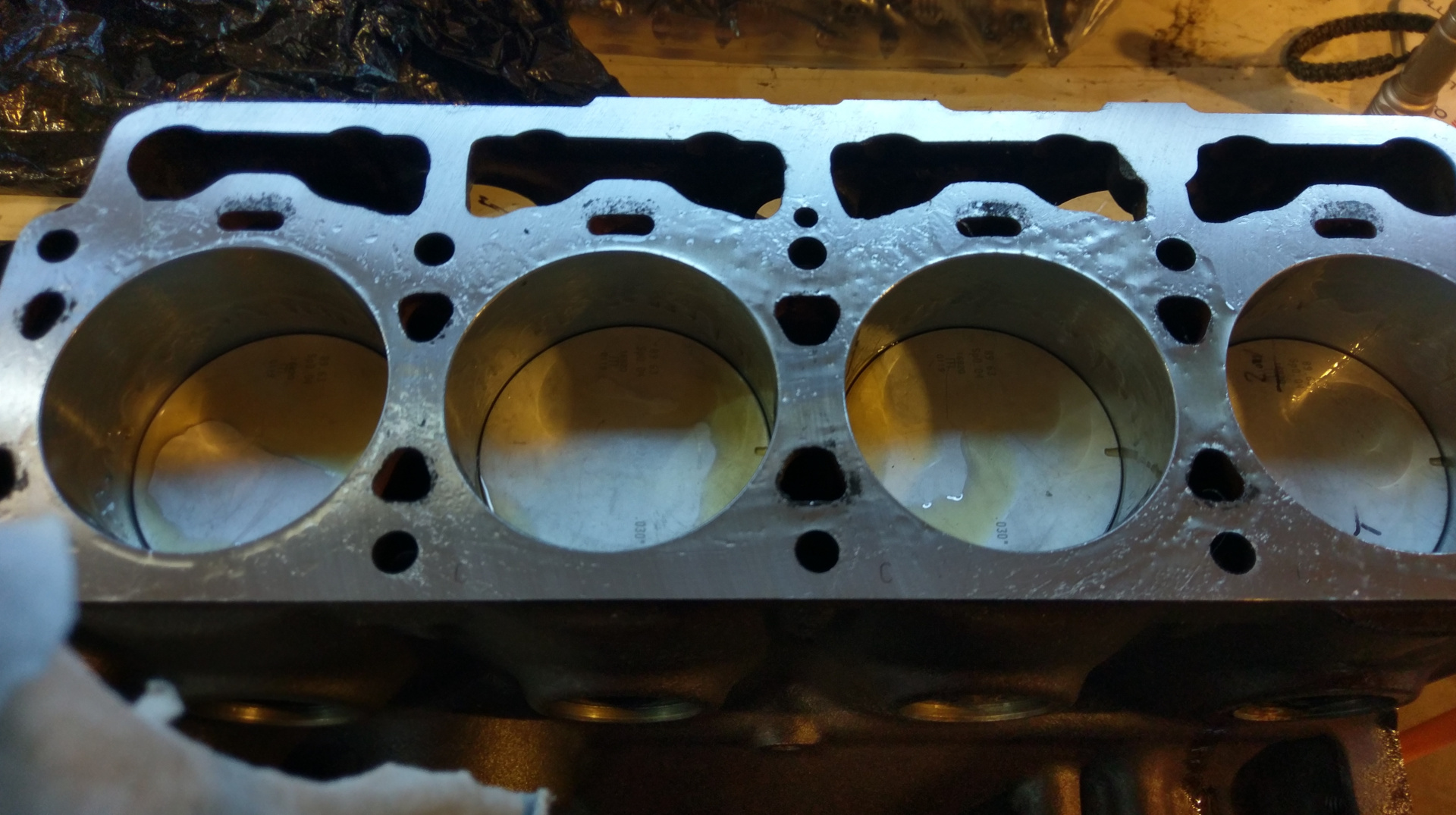
With the mains done, flipped the engine over in the stand ready for the pistons to go in.

The pistons came with the rings installed, so off they come with the eBay ring expander pliers. So much easier than using thumbs and keeps the blood on the inside.

Popping a ring in the bore and pushing it square with a piston.
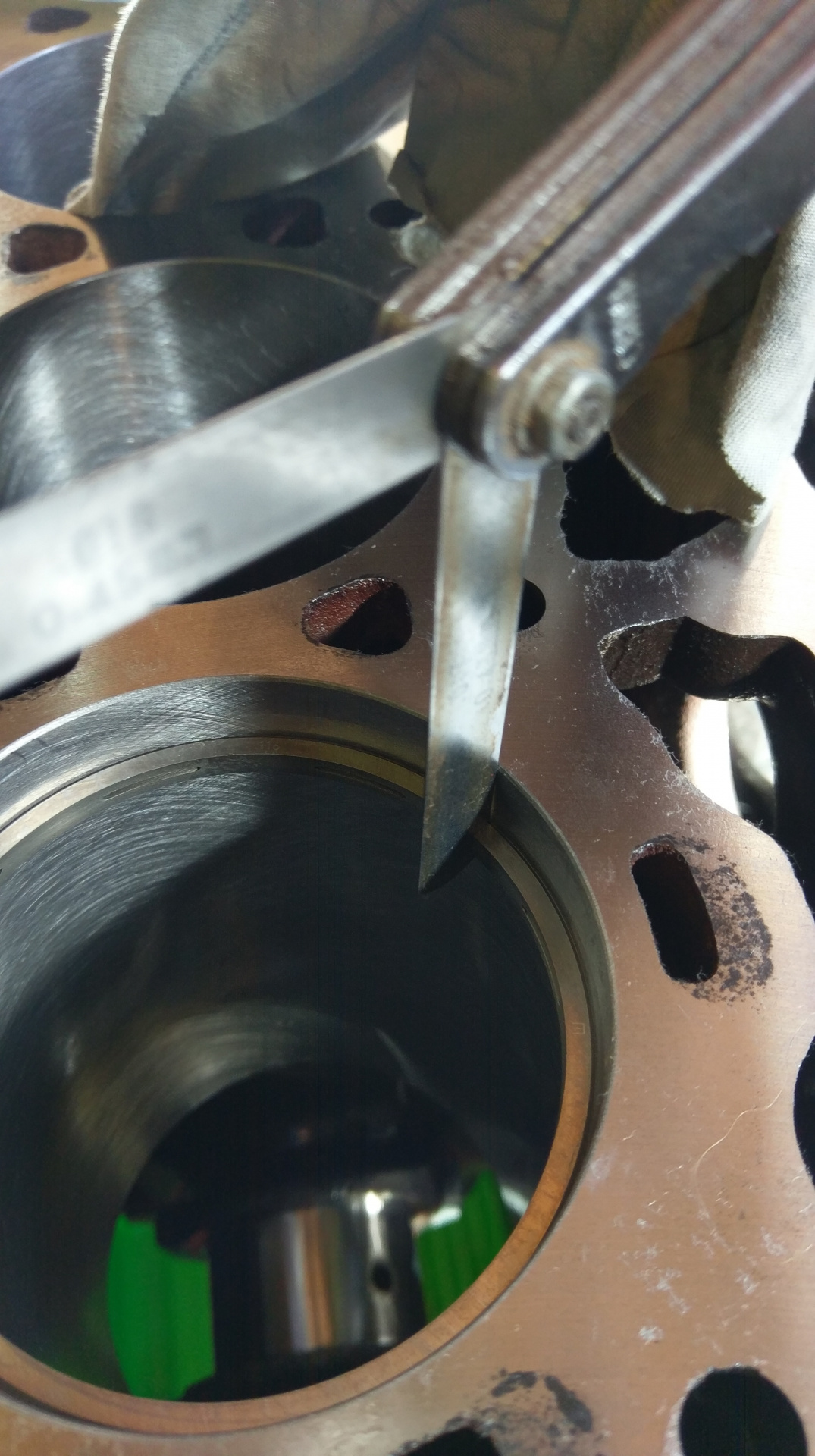
Measuring the end gap for each kings of ring with feeler gauges.
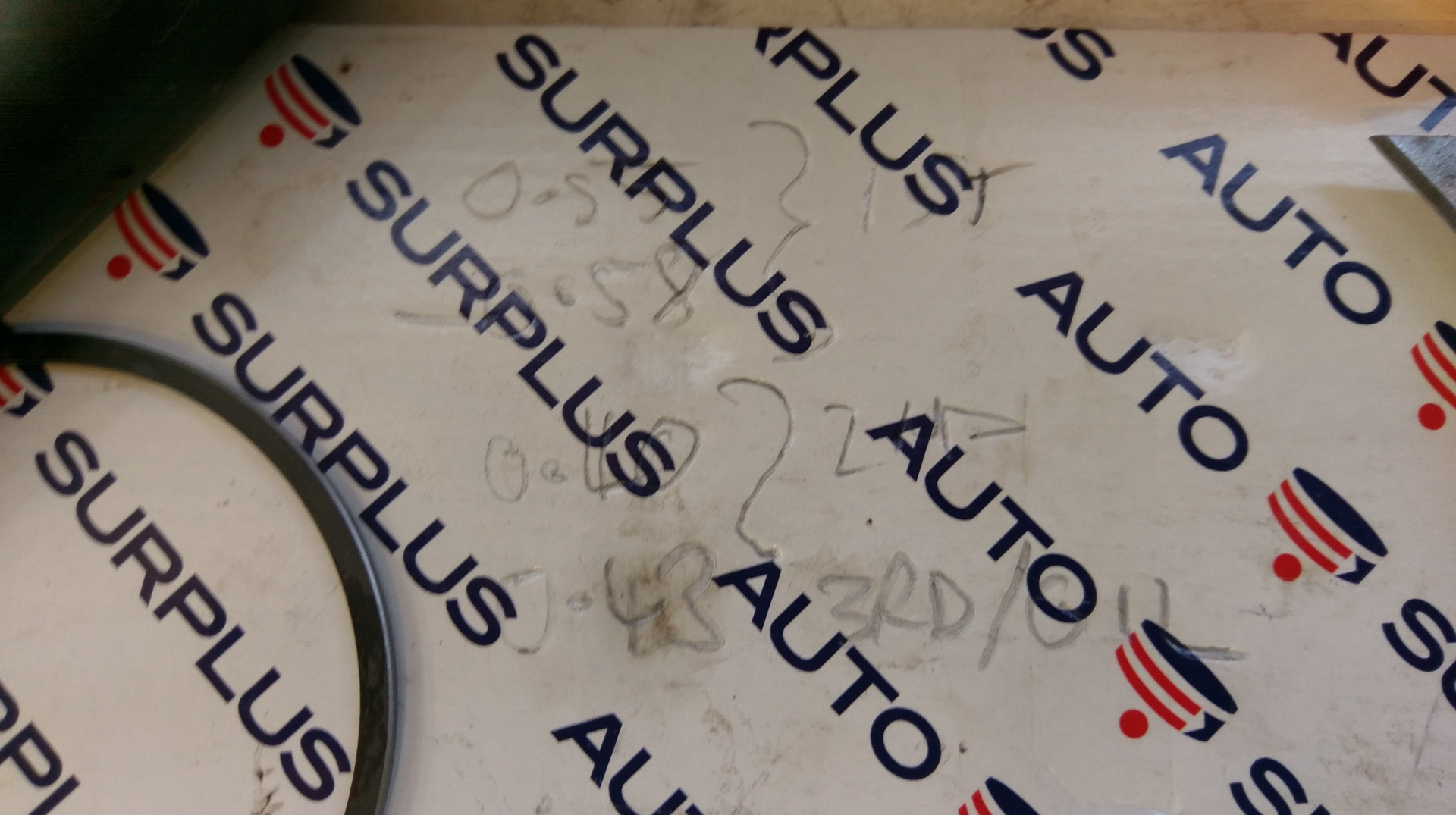
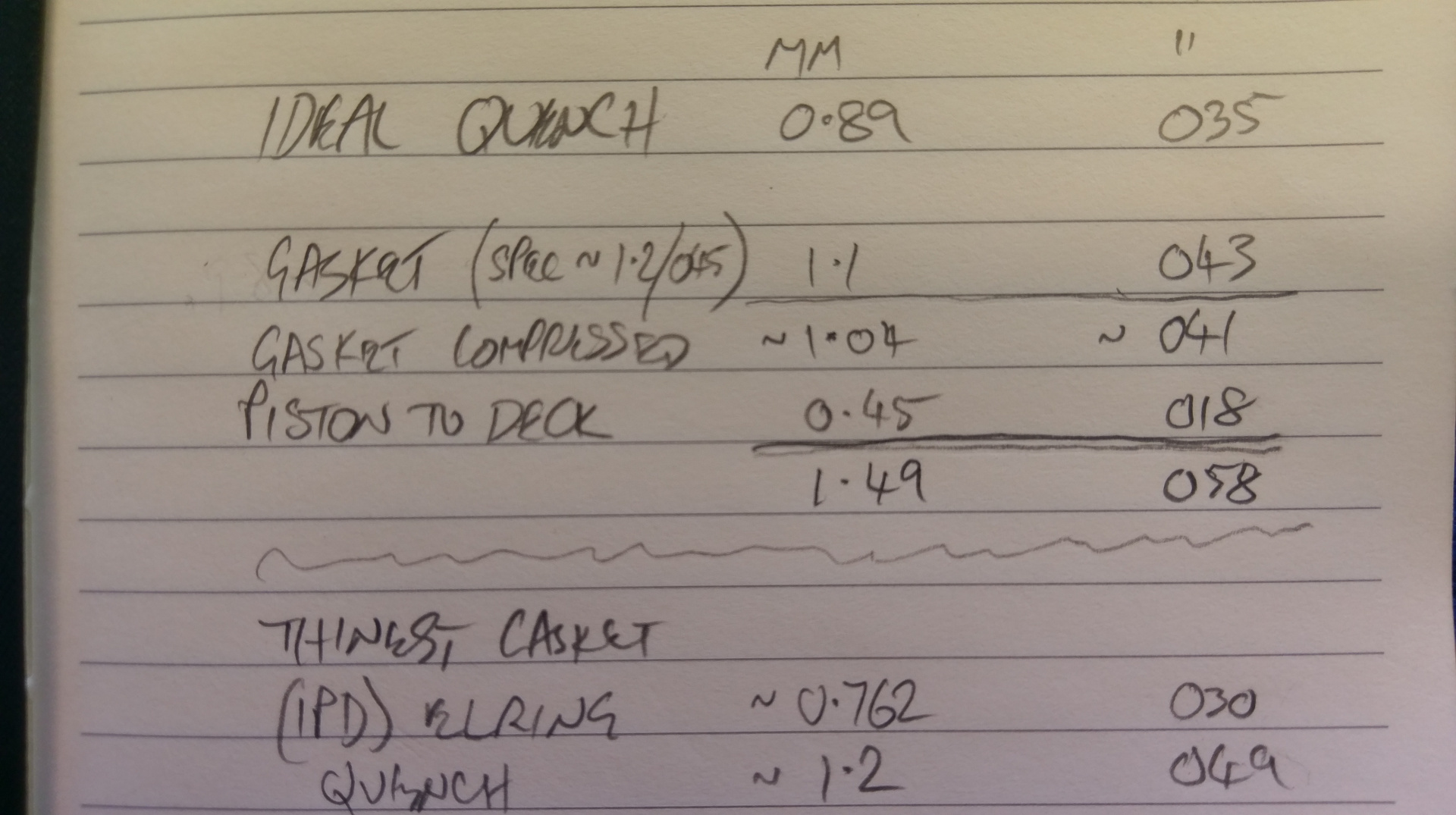
My measurements. Kinda hard to see.
But came out pretty close to the spec. Little on the high side for the top ring at nearly .58mm.
Will have to live with it tho.
The Manual is a bit vague when it comes to positioning the piston rings, just saying to put them apart.

I ended up going with the top ring far from the plug, offset a bit from the oil ring. If the front notch in the piston is at the six o'clock piston, the top ring is about eight and the oil ring is between ten and eleven.

With the second ring at three.
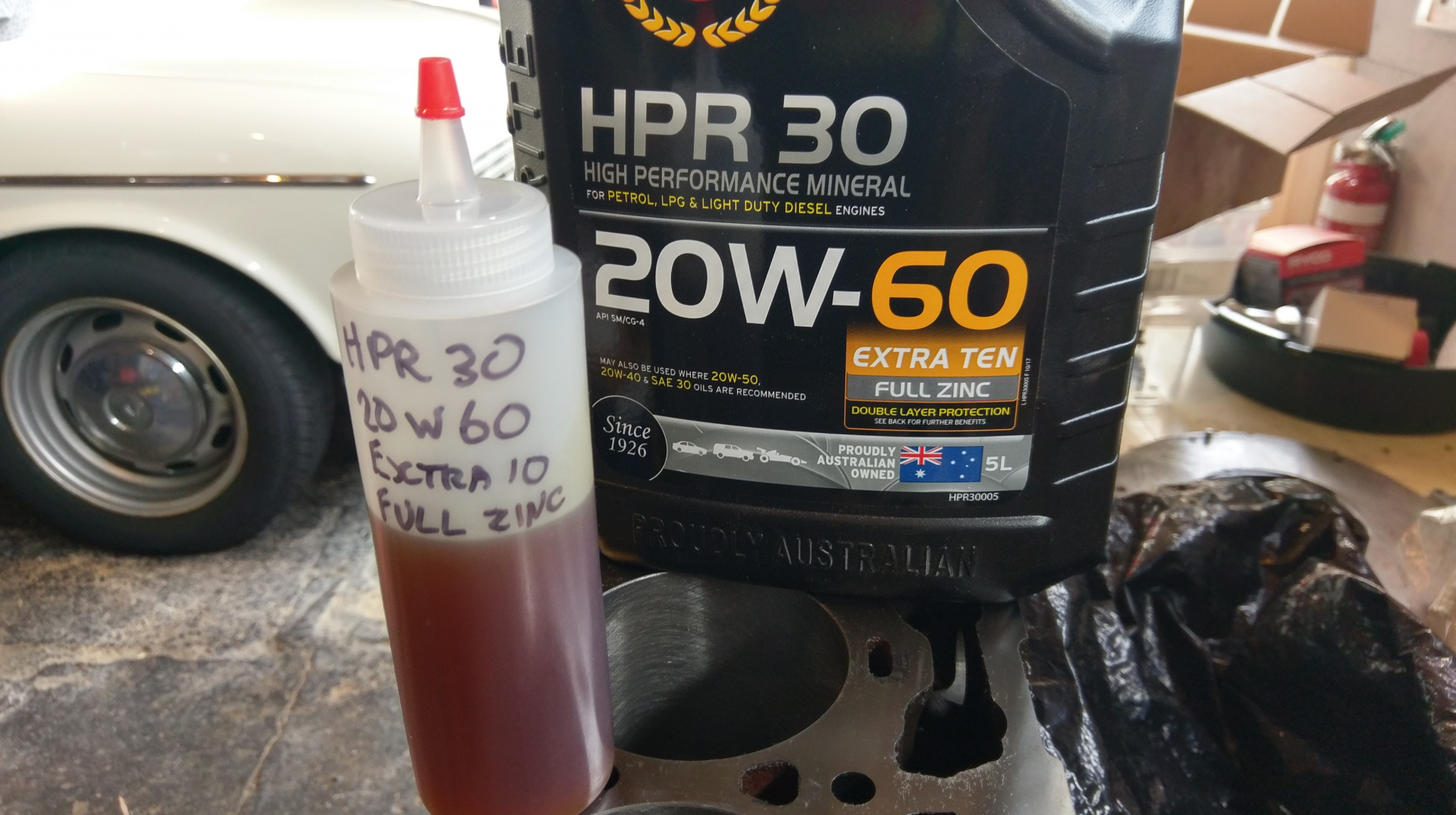
For lubricating the piston and rings I filled a squeeze bottle with my chosen engine oil.

Do you think I could find the nice silicone tube I was going to use on the rod studs to protect the crank journals... I had to improvise with the sheath off some 15A cable. Really important to not let the rod threads ding up the crank.

After wiping the cylinders clean, I used an engine oil soaked rag to apply a coating. This HPR30 is some thick sticky stuff. I wiped clean the piston and rod and hit it with some compressed air. I wiped a coating of engine oil into the piston and squirted oil all over the rings, jiggling and spinning till the rings and grooves were fully coated.

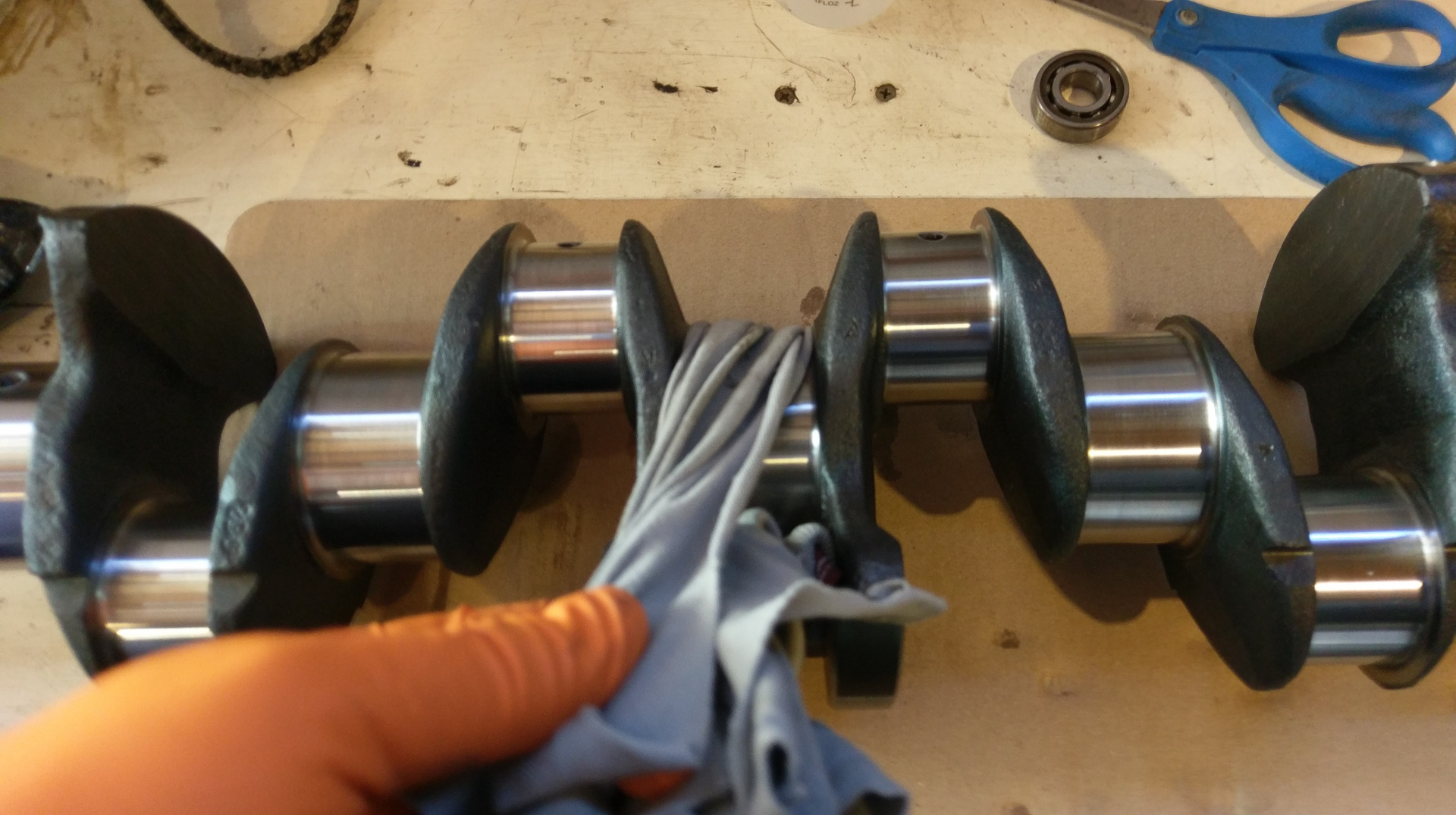
Wiping the shells with a clean rag and acetone then treating the big ends with some assembly lube and engine oil.

I rotated the crank till number one was at the bottom, wiped the journal clean with acetone and slid the piston in. You can see the liberal coating of oil. I lined up the ring ends as the move with handling.

The budget eBay ring compressor worked really well, making it effortless to get the rings into the bore.

It's in, hooray.

Keeping an eye on the descending rod while sliding it home, seating or with a light tap with the handle of my plastic hammer. Then installing the big end cap with a tap of the plastic hammer. I made sure to line up the cap so the bearing tangs are on the same side.

when installing the nuts I made sure to put them in with the linishing marks outward. As mentioned in an earlier post, the weights must have been way off. To match rod weights this one got quite a going over on the linisher. The stud ends and cap end and sides of the big end ground away quite a bit.

Here you can see grinding in the sides of the piston skirt as well as the little end.

In fact, right over the top of the little end. I also noticed that these pistons have some steel(?) reinforcements cast in. I wonder if this is for strength or expansion characteristics.
Rinse and repeat for the rest.

All tucked in till next time.